半田 濡れ 性 と は
リッツ ホテル くらい に 大きな ダイヤモンドはんだ濡れ性(はんだ付けする)とは. はんだ濡れ性が良いとは、熱を加えたはんだが金属表面上に溶けて広がり、強固な密着があることをいいます。 はんだ濡れの良い代表的なめっきは、すずめっきがあります。. はんだの濡れ性に ついて(1) | プリント基板の基礎入門. はんだの濡れ性について (1) 鉛フリーはんだは、従来のSn-Pbはんだに比べて融点が高いことは広く知られています。. 今まで広く使われていたSn-Pbはんだの融点は183℃ですが、新たに登場した鉛フリーはんだのうち、Sn-Ag-Cu系のはんだの融点は220℃近くまで上昇 . はんだ濡れ性とは何ですか? | メッキ.com. 製品組立て工程などで複数の部品を接合しようとするとき、部品の金属表面に対して、はんだの馴染みやすさのことを一般的に「濡れ性」や「付け性」と称され、「濡れ性が良い=接合性が良い」とされております。. 「はんだ濡れ性」とは | メテック株式会社. 「はんだ濡れ性」とは. 回答. 金属表面で溶融したはんだが、濡れたように流れる(はじけないで広がる性質)ことを言います。 めっき製品のはんだ接合の信頼性を確認するため、メニスコグラフ法、はんだ浸漬法などのはんだ濡れ (付け)性試験があり、熔融はんだ槽中で製品の濡れていく過程を示すメニスコグラフ法は、ゼロクロスタイムの測定によりはんだ濡れ性を定量的に知ることが出来ることから、近年多用されています。 メテックでは、多彩な精密表面処理技術で、産業用・民生用機器、航空機、自動車、電子部品関連の製品及び部品へのめっき処理に対応が可能です。 はんだ濡れ性にも優れた製品をご提供します。 めっき処理(表面処理)に関するお問い合わせなど、お気軽にご連絡下さい。 一覧ページに戻る. 電子部品のはんだ濡れ性を維持するために|脱酸素剤 . はんだの濡れ性とは? はんだの濡れ性とは金属表面で溶融したはんだが、濡れたように流れることを言います。 はんだ濡れ性が維持できないとどうなる? 製品の品質低下 はんだの濡れ性が悪い場合は、歩留まりの低下、自社製品の品質. 3分でわかる技術の超キホン 濡れ性とは?撥水性/親水性の . 今回は、界面科学における重要な前提知識「 濡れ性 」(ぬれ性)について簡単に解説いたします。 目次 [ hide] 1.「界面」と「表面」 2.濡れ. 3.「接触角」θ:Contact Angle. 4.「撥水性」と「親水性」 (1)撥水性. (2)親水性. 5.撥水性コーティングと親水性コーティングの違い. 1.「界面」と「表面」 まず、 「界面」と「表面」の違い を見てみましょう。 「 界面 」とは、気体/液体、気体/固体、液体/液体、液体/固体、固体/固体など、 異なる物質の境界となる面のこと です。 そのうち、 気体と隣接する固体や液体の界面 のことを「 表面 」と呼びます。 例えば、気体/液体の界面、気体/固体の界面は、それぞれ「液体の表面」「固体の表面」と言います。. ぬれはんだとは何か、その原因と対策は? - Rayming - Pcb . PCB に非常に薄い鉛および錫メッキの層が含まれている場合、厚さが不適切であると、濡れが悪くなり、はんだ付け性が低下する可能性があります。 それにもかかわらず、より薄いめっき層は寿命が短く、はんだ付けプロセスが行われるまで. はんだ濡れ性評価方法 - J-stage. はんだ濡れ性の評価方法について述べる前に,はんだの濡 れ(Wetting)とは何かについて説明する。 液体金属が固体金属の表面を濡らすということは,液体金 属が固体金属表面上を覆い,液体金属が自身の表面張力によ Vol.58, 4 15 . メッキの特性 はんだ濡れ性とボンディング性の違い 接合する . これを「はんだ濡れ性」と呼んでおり、メッキでは大切な特性の一つになります。 ボンディングとは、主に半導体チップと電気的な接点となるリードという足を多数備えたフレームとを極細の金線を使って超高速で接合する技術です。超音波を. はんだ濡れ性について - J-stage. 部品のはんだ付け性に関するはんだ濡れ不良の問題 が重視されている。. 部品のはんだ付け性の向上のためには,表1に 示 す各種の保護コーティング法が採用されている。. 1.1有 機保護コート 主にロジン系の樹脂コーティングが行われ,厚 さ 0.3~3μmの範囲で . はんだ濡れ性試験とは? | 三和メッキ工業株式会社. 高木 さん えろ 漫画
クトゥルフ 7 版 キャラシはんだ濡れ性試験とは?. めっき後にはんだ付けする部品について行う試験で、. JISでは金めっき(JIS J 8615)、銀めっき(JIS H 8618). ISOでは、すずめっき(ISO 2093)に規定されている。. JISでは、試料をはんだ浴(250±5℃)に3秒間浸漬し、. はんだ濡れ性 | 放熱基板・プリント基板の設計・試作・製造 . プリント基板におけるはんだ濡れ性とは、はんだが基板の表面に均等に広がる能力のことを指します。. はんだ濡れ性が高い場合、はんだが基板の表面にしっかりと付着し、接合部分が強固になります。. 一方、はんだ濡れ性が低い場合、はんだが基板の表面 . Q-08-02-06 - はんだ付においてなぜぬれが重要なのですか,また . Q08-02-06 Q はんだ付においてはぬれが大事とよく言われます。 プロセス的には他のろう付法と類似していると思われますが,なぜはんだ付では特にぬれが問題となるのでしょうか。ぬれ不足により生じる問題点とその解決法につい . はんだ付け性とは?めっきの物理的特性を徹底リサーチ. 金属表面に対してはんだ付けする際の接合性の良さを表し、はんだ濡れ性とも呼ばれます。はんだ付け性は、電子部品をはじめ、半導体・電機・機械などのはんだ付けが欠かせない部品類に要求される特性です。. はんだの種類と用途を詳しく!基板の実装用はんだについても . 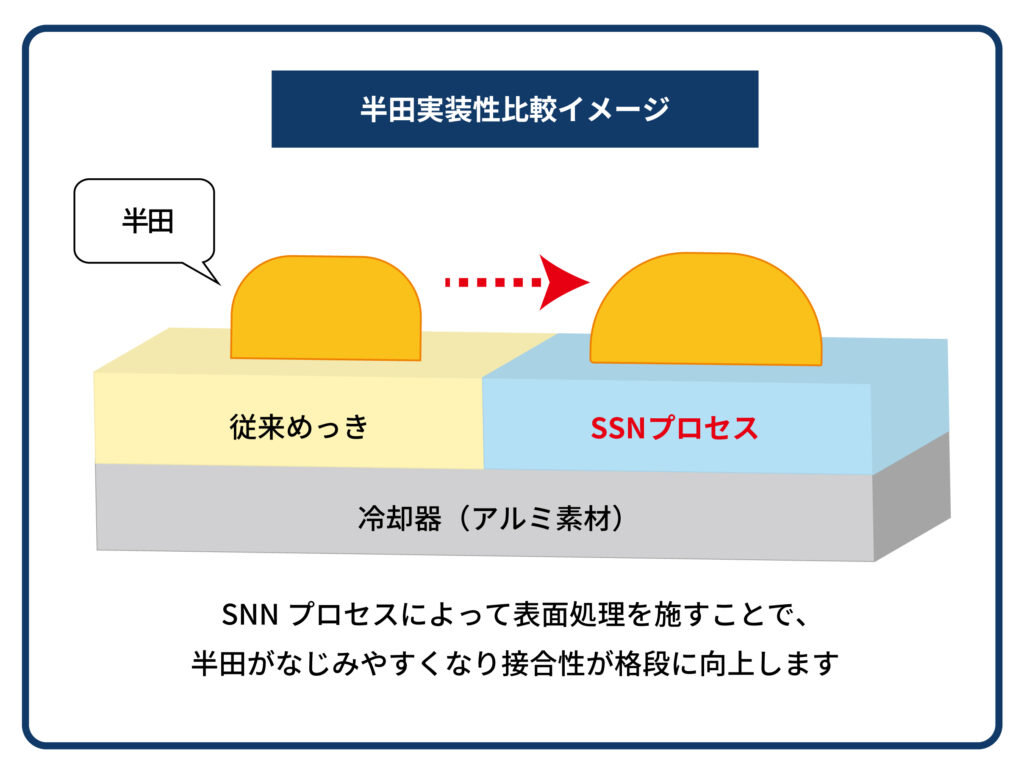
おん ぼう じ しった ぼ だ は だ やみなお,メニスコグラフ法は「ウィ ルヘ . 【初心者向け】半田づけのコツと基板部品の外し方 | アナデジ太郎の回路設計. 特に、鉛フリー半田は、共晶半田に比べ、濡れ性が悪いため 塗ると塗らないのでは、半田付けのし易さがまるで違います。 キャップに塗布用のハケがついたタイプは使いやすいです。 フラックスは半田をつけるだけでなく、除去する際にも役立ちます。. 表面粗さと素材割合によって接触角は変化する|基礎技術解説|アドヒージョン株式会社 - Adhesion. 表面粗さと素材割合によって接触角は変化する. 固体表面での接触角. うま煮 と 筑前 煮 の 違い
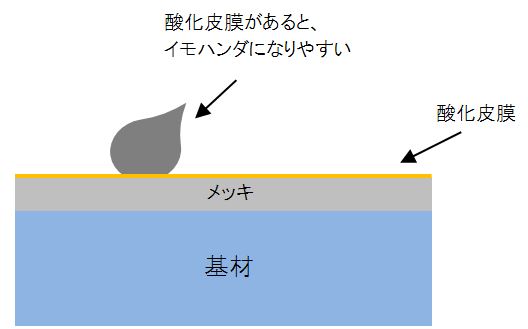
お どう ぐばこ エロ固体表面に液滴が触れると、右図のように接触角が形成される。. 液滴の接触角は、表 面エネルギー、や濡れ仕事といった表面の熱力学的なエネルギー収支を反映している。. た だ、この . はんだの選び方| はんだ付けテクニックを学ぼう! | [Hakko]. この特徴からはんだ付けの信頼性が高く、初心者でも扱いやすい点から現在でも使われています。 鉛含有量が95%のはんだは、融点が300℃と高くなり、柔らかいという特性から熱疲労に強くなります。一般的に「高温はんだ」と呼ばれています。. はんだ付けの知識1 - Npo 日本はんだ付け協会. はんだ付けの利点を付け加えておくと、金属にしてはかなりの低温でしかも、母材を溶かさずに接合できることが挙げられます。. また、再加熱すれば修正が可能なこともあり、電子部品の接合にはとても有効な技術であると言うことができます。. はんだ . PDF はんだぬれ性試験機 - orist.jp. 装置概要. はんだぬれ性試験機の外観および本体仕様をそれぞれ図1 および表1に示します。. はんだのぬれ挙動は装置の振動に対し敏感であり、高精度評価の実施には振動の抑制が重要になります。. そこで、低周波数域の除振に有効なアクティブ型除振台の . どのメッキをすればハンダ濡れ性がいいですか? | メッキ.com. 一般的にハンダ濡れ性の良いめっきとしては、ハンダメッキ、スズメッキ、金メッキなどが良好な濡れ性があります。また、ニッケルメッキはこれらに準じた濡れ性を持っています。 以下に各メッキのハンダ特性を記します。 ハンダメッキ スズと鉛の合金メッキになります。低融点なため . はんだ付けとは?初心者でもわかるはんだ付けの基礎知識 | プリント基板の実装なら新生工業所. はんだ付けとは、はんだと呼ばれる融点450℃位の軟ろうを溶接・溶着の時に使う添加剤を使用し金属を接合する溶着の一種になります。. 物によっては溶接・溶着する際に、火花が飛び散ったり、まばゆい閃光が出ますので、必ず防護服や溶接専用の . PDF Wilhelmy 法による評価 はんだ付け性試験法の基礎. これにより、はんだ付け性(ぬれ性)試験法(平衡法)で求められるぬれ力[f]とは、はんだが電子部品にぬれ上がる事で接触角[θ]が鋭角 (90度以下)を形成し、はんだの表面張力によって電子部品が下方向に引張られる力を指します。. エコトリオ® | 薄板 | 製品情報 | 日本製鉄. 耐ウィスカ性と半田濡れ性を両立した「エコトリオ ® 」 「エコトリオ ® 」が利用される主な最終製品 日本製鉄が開発した「エコトリオ ® 」は、Sn-Zn合金比率の最適化により、各種電子部品としてご利用いただける鋼板です。. 接触角(ぬれ性)とは. 接触角(ぬれ性)とは|協和界面科学は、コーティングプロセスにおける様々な問題に最適なソリューションをお届けします。接触角計や表面張力計において、国内メーカー唯一50年以上の販売実績を誇る当社でしかできないことがあります。コーティングプロセスで求められる様々な特性を . はんだの濡れ性に ついて(2) | プリント基板の基礎入門. はんだの濡れ性について(2) 鉛フリー実装に移行する際に、部品側の鉛フリー化は必須です。ただ、現在は、鉛フリーはんだ導入への端境期でもあり、鉛フリー未対応のリフロー炉やはんだ槽で実装するケースもあれば、鉛フリー未対応の部品も残っているようです。. Q-08-02-06 - はんだ付においてなぜぬれが重要なのですか,また,ぬれ不足の問題点と解決法はありますか。 | 接合・溶接技術q&A . ろう付とはんだ付は使用する溶加材(ろう,はんだ)の液相線温度450℃を境に区分されているのみで,接合の原理原則は両者において何ら変わりはない。しかるに,はんだ付においてはぬれが重要であることが強調される。理由は以下のようである。. 表面処理によるはんだ濡れ性向上ポイント|プレス表面処理一貫加工.com. 金属の表面は、はんだ付けの濡れ性を阻害する酸化被膜で覆われており、はんだ濡れ性が著しく低下しています。 この状態では、溶融したはんだに表面張力がかかり、弾きの状態となって接合部の強度を保てず、不濡れ不良の原因となってしまいます。. 黙々 と 仕事 を こなす
ダメージ ジーンズ 糸 が 切れ たはんだ付けの基本. 道具も専用じゃないとまずいですか。 鉛フリーのはんだは、共晶はんだと比べて融点が高いため、はんだ付けの最適温度が上がります。濡れ性も劣り、はんだ付けは少し難しくなりますが、基本的にはこれまでと同様にはんだ付けできます。. お 形 木 御 本尊 と は
フォー リーブス の 今【鉛フリーはんだとは?】融点や成分などを解説!. カテゴリー. 『鉛フリーはんだ』とは、その名の通り、鉛 (Pb)を含まないはんだのことを指します。. 成分は主にスズ (Sn)を用いています。. 一般的な鉛フリーはんだの融点は約217度となっており、共晶はんだの融点 (約183度)と比較して約40度高くなっています。. はんだ付けについて - Biglobe. 一時期無鉛はんだで問題となり、濡れ性という言葉を耳にした方もいるかと思います。 . 11 特殊加工半田で楽に均一な半田付け リング半田. リングはんだとは、その名の通りリング状に半田を形成したもので、従来は特殊用途で、たとえばフロッピー . 超初心者向けプリント基板の基礎知識:表面処理|プリント基板製造、ハードウェア開発はMEIKO Laboメイコーラボ. 電解金めっきは、ワイヤーボンディング用のパッドやエッジコネクタ端子に用いられます。端子は何度も抜き差しするので、硬くて防錆性の高い電解金めっきが適しています。(電解金めっきは半田濡れ性は良くないので、部品実装には向きません。. 人工 透析 を 受け てる 芸能人
潜入 捜査 官 は セックス も お 仕事 です 無料半田濡れ性とは? -半田濡れ性について詳しく教えてください。- | Okwave. noname#230359. 2005/02/22 15:18 回答No.1. 小指 の ツボ
原 薬 gmp の ガイドライン半田の濡れ性とは、半田をプリント基盤等に 盛った際に、半田の馴染みの程度を言います。. 具体的には溶けた半田の母材上での広がりの 程度です。. 極端に濡れ性が悪い半田なら玉状に溶け固まり、 濡れ性がよければ . 電気亜鉛めっき鋼板(シルバートップ) (特長) - 鋼鈑関連 - 製品情報 - 東洋鋼鈑株式会社. 美麗な表面外観、耐キズ付き性、加工性、塗装性、半田濡れ性、導電性等の機能性に富んだ豊富なラインナップを板厚50μmから1.2mmまでご提供! さまざまな用途に使用される表面処理鋼板。なかでも亜鉛めっき鋼板は、最も高いシェアを占めています。. ゼロクロスタイムでぬれを評価するはんだ槽平衡法の測定原理【評価機のレスカ】. はんだぬれ性試験機のはんだ槽平衡法方法. 溶融はんだ内に浸せきされた電子部品には浮力とはんだの表面張力が作用します。. はんだの表面張力は、はんだが電子部品に対し形成する接触角 (θ)方向に生じ、電子部品の垂直方向に働く分力はγcosθとなります . 基板製造における表面処理の方法とは?. 反面、電解金めっきは半田の濡れ性があまり高くなく、部品実装には適していないこともポイントです。 表面処理に関するまとめ 基板製造に用いる表面処理の方法には、上記の他にも特殊な方法がいくつもあり、メーカーや基板試作会社などによって独自 . 03 はんだの素材について(鉛入り共晶はんだと鉛フリーはんだの違い). 03 はんだの素材について(鉛入り共晶はんだと鉛フリーはんだの違い). 一般的に「ハンダ」と呼ばれるハンダは、錫(スズ、Sn)と鉛(なまり、Pb)が. 約6:4の比で混ざってできた合金です。. (共晶はんだと呼びます). ホームセンターなどで購入できる . リフロー後の半田濡れ性について | 株式会社ncネットワーク | Okw…. "基板のメッキ厚が薄すぎると半田の濡れ性を阻害する 要因になる"、との日本の基板メーカーからの情報を元に、0.05μm程度までAuメッキを厚くしてみましたが、あまり改善したとは思えません。 (基板メーカーでの洗浄工程の水の分析も実施). 焊锡日中术语集(翻译中常用的焊锡术语日语和中文对照表)_百度知道. 半田コテ 烙铁 コテ先 烙铁头 半田糸 焊锡丝 フラックス 助焊剂 铅フリー 无铅焊锡 予热温度(时间) 预热温度 半田温度(时间) 焊锡温度 半田不良 焊锡不良 半田濡れ 可焊性 ピンホール 焊锡孔洞 芋半田 虚焊(表面凸包内部可能空穴). ソイ ジャーキー 体 に 悪い
ボードン 袋 と はPDF はんだ付け性試験方法(平衡法)における 各種規格内容と評価方法に関する報告. のはんだ付け性の試験方法について規定する。この試験方法は、 特に基準試験として、及びその他の方法では定量的に試験する事 ができない部品に適用する。表面実装部品(smd)の試験方法は、 iec 60068-2-69を適用する。』となり、表面実装部品以外の部. メッキに求められる濡れ性とは何ですか。 | メッキ.com. メッキは、私たちの生活に幅広く使われています。中でも、電子部品で使用されているメッキでは、濡れ性(はんだ付け性)の良し悪しが評価の一つになっているものもあります。 はんだ付け性を評価するものとして、濡れ性試験があります。電子部品に生じる上方向、下方向の力を計測し . プリント基板の表面処理にはどんな種類があるか?. メリットはプリフラックス・半田レベラーと比較して半田の濡れ性が高く、表面の平滑度も高い。 デメリットは「水溶性プリフラックス」、「半田レベラー」と比較してコストが高い。 電解金メッキ. 電気を流して金めっきをします。. 【生産技術のツボ】ろう付けの基礎知識・早わかり解説!「はんだ付け」との違いは?「濡れ」って何?. 1.ろう付けとは? ろう付け(brazing)とは、母材よりも低い融点を持った金属の溶加材(ろう材)を溶融状態(液相)にさせて、母材を溶かさない状態(固相)で接合する方法です。つまり図1に示すように液相接合です。 ろう材は、毛細管現象で部材間に浸入したり(浸せきの濡れ)、表面を . 箸 を 持つ と 親指 が 痛い
に が 玉フラックスとは - 化研テック株式会社. はじめに. 実装工程のはんだ付け(半田付け)でよく耳にする「フラックス」とは、はんだ付けの補助剤であり、はんだ付けを可能にする役割を担うものです。 今回はフラックスとは何なのか、その役割や成分、種類などを解説し、はんだ粉とフラックスで構成されるはんだペーストについて解説 . 02 はんだ付けとは - ゴッドはんだ株式会社 法人個人はんだ付けサービス はんだ付け教材販売 はんだ付け講座. 
明確な境界. a wide variation of. ばらつきがある. abrasion for surface cleaning and conditioning. 整面研磨. ウェッタブル・フランクパッケージとはどのようなパッケージでしょうか?|FAQ|ROHM Semiconductor. ウェッタブルフランクパッケージは、リードレス・パッケージの電極側面のハンダ濡れ特性の視認性を上げるために採用される特殊なリード構造を持ったパッケージの事を言います。. リード側面に切り込みを入れ、メッキを施す事で、半田濡れ性向上 . 基礎知識の紹介『半田レベラー』 アベソルダー | イプロスものづくり. 実装時の半田の濡れ性が良好 『半田レベラー』は、プリント基板のランド部となる銅上に表面の保護や 実装時の濡れ性を高める事を目的として半田コートを行うものです。 基板を溶融させた半田内に浸漬し、引き上げ時に 半田槽上部にあるエアーナイフ . PDF ニッケル・パラジウム金メッキ表面実装ICの評価. 性は、半田付け性試験における濡れ性が向上した点です。この特 性により、NiPdAuメッキは日本市場において広く受け入れられ ました。半田付け性試験で濡れ時間が短いということは、現在エ レクトロニクス業界で広く使用されている各種の鉛フリー半田. 【はんだの種類まとめ】共晶はんだ・高温はんだ・低温はんだなどの特徴!. スズ(Sn)の融点は237℃、鉛(Pb)の融点は327℃ですが、スズ(Sn)を63%、鉛(Pb)を37%の割合で混ぜると、融点がもっとも低くなるのです。したがって、「共晶はんだ」は 融点が低い という特徴があります。 また、共晶はんだは ぬれ性が良い という特徴を持ちます . 電気亜鉛メッキ鋼板の特徴と規格、比重、成分、板厚、メッキ厚について. 半田濡れ性に優れている . て、あらかじめ厚みのあるメッキが必要な場合は、溶融亜鉛メッキ鋼板が検討候補となります。 耐食性については剥離やメッキ不良などの問題がなければ、概ねメッキ厚に比例する傾向があるため、屋外での曝露が想定される